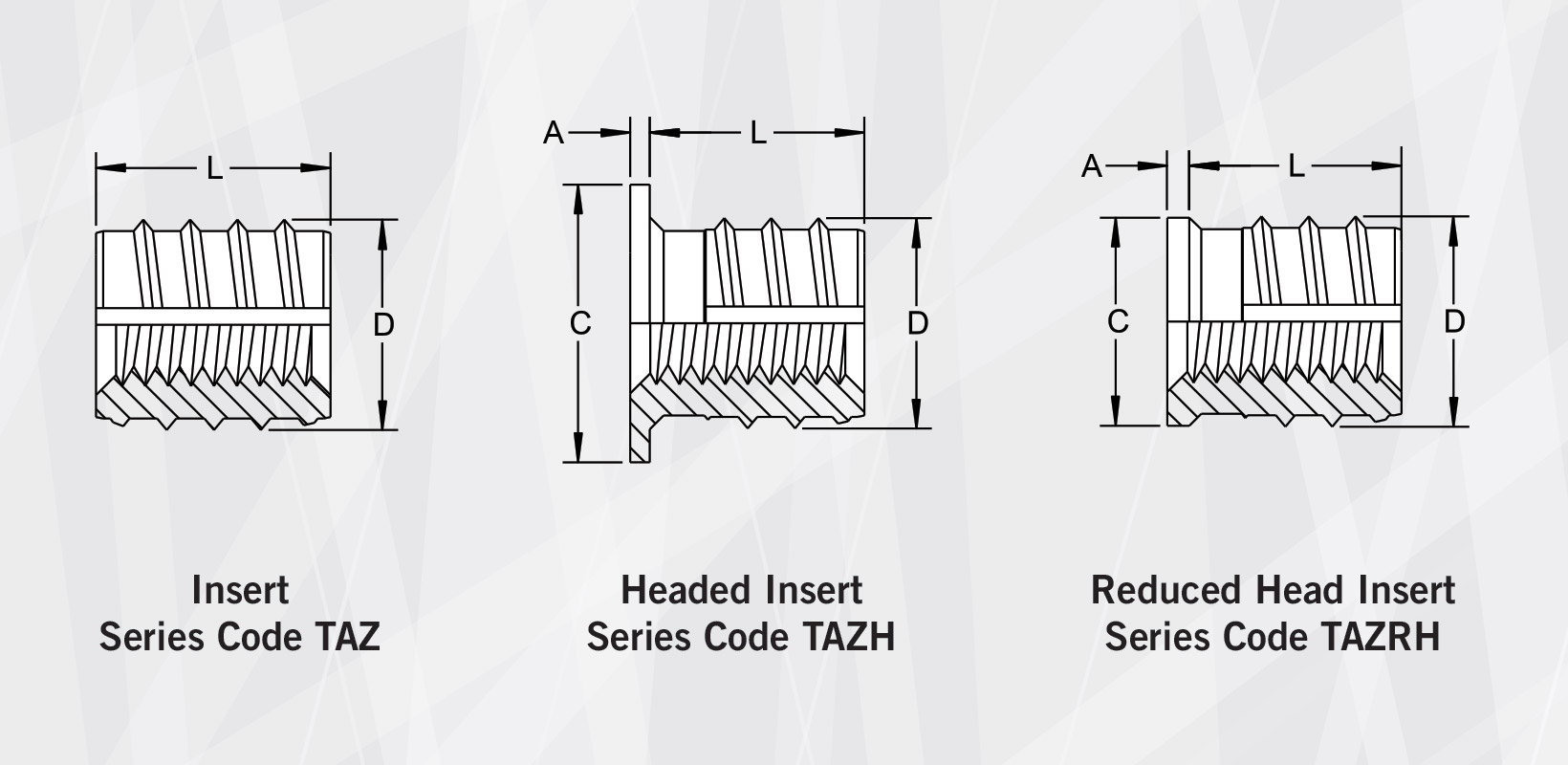

TAZ Grooved Tapping Inserts
Inserts Features
- Coarse external threads and cutting flutes provide a reliable post-mold self-tapping installation in thermoplastics, thermoset plastics and resinous materials.
- Ends of non-headed inserts are symmetrical to assist automatic feeding by eliminating the need for orientation during assembly.
- Headed versions reduce the possibility of jack-out where there is a large clearance hole in the mating component, and are also well-suited for pull-thru applications.
Boss Dimensions
| Insert Thread | L Length | Boss | |||
|---|---|---|---|---|---|
| U | V | W | Y | ||
| M2 x 0.4 | 4.00 | 3.50 | 3.10-3.30 | 1.25 | 4.40 |
| M2 x 0.4 | 4.80 | 3.50 | 3.10-3.30 | 1.25 | 5.30 |
| M2.5 x 0.45 | 4.00 | 4.33 | 3.80-4.10 | 1.55 | 4.40 |
| M2.5 x 0.45 | 5.25 | 4.33 | 3.80-4.10 | 1.55 | 5.80 |
| M2.5 x 0.45 | 6.25 | 4.33 | 3.80-4.10 | 1.55 | 6.90 |
| M3 x 0.5 | 4.00 | 4.73 | 4.10-4.40 | 1.65 | 4.40 |
| M3 x 0.5 | 5.25 | 4.73 | 4.10-4.40 | 1.65 | 5.80 |
| M3 x 0.5 | 6.25 | 4.73 | 4.10-4.40 | 1.65 | 6.90 |
| M3.5 x 0.6 | 5.00 | 5.52 | 5.00-5.30 | 2.00 | 5.50 |
| M3.5 x 0.6 | 6.20 | 5.52 | 5.00-5.30 | 2.00 | 6.90 |
| M3.5 x 0.6 | 7.30 | 5.52 | 5.00-5.30 | 2.00 | 8.10 |
| M4 x 0.7 | 5.60 | 6.31 | 5.80-6.10 | 2.30 | 6.20 |
| M4 x 0.7 | 7.10 | 6.31 | 5.80-6.10 | 2.30 | 7.90 |
| M4 x 0.7 | 8.40 | 6.31 | 5.80-6.10 | 2.30 | 9.30 |
| M5 x 0.8 | 6.40 | 7.50 | 6.90-7.20 | 2.70 | 7.10 |
| M5 x 0.8 | 8.40 | 7.50 | 6.90-7.20 | 2.70 | 9.30 |
| M5 x 0.8 | 10.00 | 7.50 | 6.90-7.20 | 2.70 | 11.0 |
| M6 x 1 | 7.90 | 8.69 | 8.00-8.40 | 3.15 | 8.70 |
| M6 x 1 | 9.80 | 8.69 | 8.00-8.40 | 3.15 | 10.8 |
| M6 x 1 | 12.00 | 8.69 | 8.00-8.40 | 3.15 | 13.2 |
| M8 x 1.25 | 7.50 | 11.06 | 10.1-10.6 | 4.00 | 8.30 |
| M8 x 1.25 | 9.50 | 11.06 | 10.1-10.6 | 4.00 | 10.5 |
| M8 x 1.25 | 12.40 | 11.06 | 10.1-10.6 | 4.00 | 13.7 |
| M8 x 1.25 | 14.00 | 11.06 | 10.1-10.6 | 4.00 | 15.6 |
| M10 x 1.5 | 12.00 | 13.95 | 13.0-13.5 | 5.10 | 13.2 |
| M10 x 1.5 | 16.00 | 13.95 | 13.0-13.5 | 5.10 | 17.6 |
Installation
Screw inserts into boss holes following standard self-tapping fastener procedures using hand tools or automated screw driving equipment. Boss dimensions shown are for reference and may vary depending on the type of plastic and application. A counterbore is not required but may reduce plastic mold flash, edge chipping or installation alignment issues.