
TSZS Insertos termoestables con tachuelas
Recomendación de Diseño del Boss
El TSZ Thermoset Zert está diseñado para instalarse en un orificio recto con un cono inclusivo de 1°. La parte superior del orificio no debe ser avellanada ni escalonada, ya que esto disminuirá el rendimiento del inserto. El tamaño de orificio recomendado aplica en el punto alcanzado por la base del inserto. Siempre que sea posible, deben usarse orificios moldeados, ya que los orificios perforados pueden reducir el desempeño. Los espesores mínimos de pared del boss mostrados son solo de referencia y pueden variar dependiendo del tipo de plástico.
Instalación
Presione el inserto en el boss utilizando una acción de compresión, nunca un golpe de martillo. Permita que el inserto gire en la dirección del moleteado durante la instalación usando un punzón con cara pulida o rodamiento de empuje. Asegúrese de que el inserto mantenga la alineación axial durante la instalación para evitar inclinaciones que generen cargas laterales sobre el boss. Los orificios del boss sobredimensionados debilitan las características de autoalineación del inserto, generando cargas laterales que pueden provocar grietas en el boss.
General
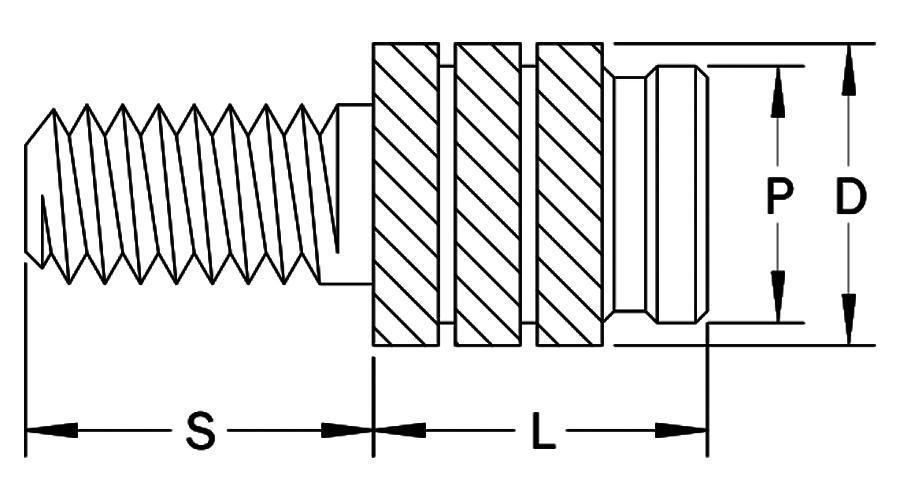
| Rosca de Inserto | Código de Rosca de Inserto | L Longitud de Inserto | Código de Longitud de Inserto | Jefe | A Espesor de Cabeza | C Diámetro de Cabeza | D Diámetro de Inserto | P Diámetro Piloto | |
| B Diám. de Orificio +.004 -.000 | W Espesor Mín. de Pared | ||||||||
| 2-56 | 256 | .162 | 162 | .122 | .063 | .020 | .187 | .131 | .117 |
| 4-40 | 440 | .208 | 208 | .150 | .079 | .023 | .217 | .165 | .146 |
| 6-32 | 632 | .247 | 247 | .181 | .098 | .029 | .250 | .196 | .178 |
| 8-32 | 832 | .292 | 292 | .213 | .098 | .035 | .281 | .228 | .209 |
| 10-24 | 1024 | .326 | 326 | .244 | .098 | .042 | .312 | .259 | .241 |
| 10-32 | 1032 | .326 | 326 | .244 | .098 | .042 | .312 | .259 | .241 |
| 1/4-20 | 2520 | .362 | 362 | .307 | .110 | .052 | .375 | .332 | .304 |
| 1/4-28 | 2528 | .362 | 362 | .307 | .110 | .052 | .375 | .332 | .304 |
| 5/16-18 | 3118 | .362 | 362 | .366 | .150 | .052 | .437 | .383 | .365 |
| 5/16-24 | 3124 | .362 | 362 | .366 | .150 | .052 | .437 | .383 | .365 |
| 3/8-16 | 3716 | .362 | 362 | .484 | .197 | .062 | .551 | .499 | .481 |
| 3/8-24 | 3724 | .362 | 362 | .484 | .197 | .062 | .551 | .499 | .481 |
(1) todas las dimensiones están en pulgadas y son de referencia a menos que tengan tolerancia.
Longitud del Espárrago
| Rosca del Espárrago | Código de Rosca del Espárrago | D Diámetro de Inserto | S – Longitud del Espárrago | |||||||||
| .187 | .250 | .312 | .375 | .437 | .500 | .625 | .750 | .875 | 1.000 | |||
| Código de Longitud del Espárrago | ||||||||||||
| 2-56 | 256 | .131 | 187 | 250 | 312 | — | — | — | — | — | — | — |
| 4-40 | 440 | .165 | 187 | 250 | 312 | 375 | 437 | — | — | — | — | — |
| 6-32 | 632 | .196 | 187 | 250 | 312 | 375 | 437 | 500 | — | — | — | — |
| 8-32 | 832 | .228 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | — | — | — |
| 10-24 | 1024 | .259 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | 750 | — | — |
| 10-32 | 1032 | .259 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | 750 | — | — |
| 1/4-20 | 2520 | .332 | — | 250 | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 1/4-28 | 2528 | .332 | — | 250 | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 5/16-18 | 3118 | .383 | — | — | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 5/16-24 | 3124 | .383 | — | — | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 3/8-16 | 3716 | .499 | — | — | — | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 3/8-24 | 3724 | .499 | — | — | — | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
(1) todas las dimensiones están en pulgadas y son de referencia a menos que tengan tolerancia. (2) longitudes de espárrago personalizadas disponibles a solicitud.
Recomendación de Diseño del Resalte
El TSZ Thermoset Zert está diseñado para instalarse en un orificio recto con un ángulo inclusivo de 1°. La parte superior del orificio no debe avellanarse ni escariarse, ya que esto disminuirá el rendimiento del inserto. El tamaño de orificio recomendado aplica en el punto alcanzado por la parte inferior del inserto. Siempre que sea posible deben utilizarse orificios moldeados, ya que los orificios perforados pueden reducir el rendimiento. Los espesores mínimos de pared del resalte que se muestran son de referencia y pueden variar según el tipo de plástico.
Instalación
Presione el inserto en el resalte utilizando una acción de compresión —nunca un golpe de martillo—. Permita que el inserto gire en la dirección del moleteado durante la instalación utilizando un punzón con cara pulida o con cojinete de empuje. Asegúrese de que el inserto mantenga la alineación axial durante la instalación para evitar inclinaciones que generen cargas laterales en el resalte. Los orificios de resalte sobredimensionados debilitan las características de autoalineación del inserto, lo que provoca cargas laterales que pueden causar posibles fracturas en el resalte.